






Purlin Specification
Material: cold rolled coil, hot rolled coil, galvanized coil
Yield strength: Q195, 235B
Coil Thickness 1.0-3.0mm
1)Product Spec


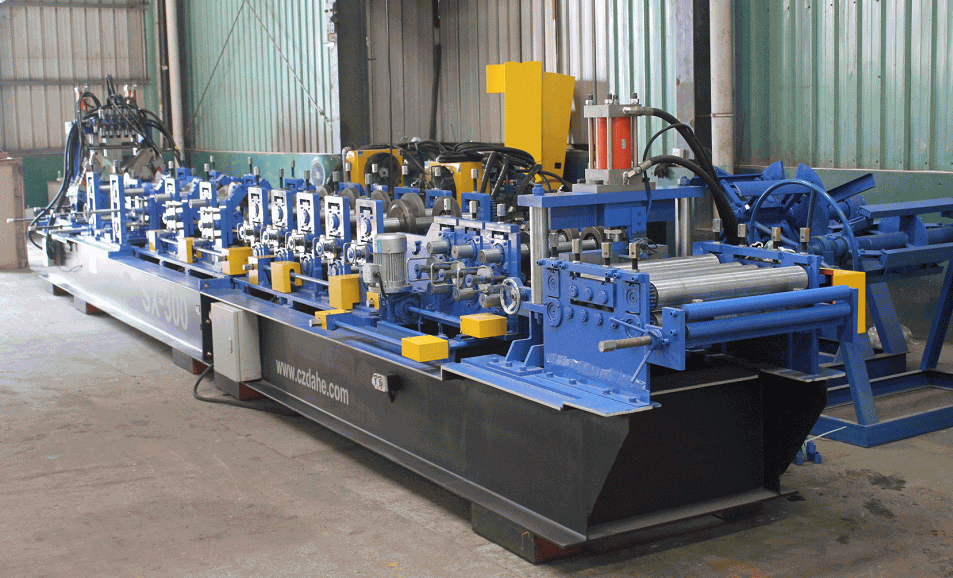
Flow Chart
De-coiler – Feeding and Leveling device —Roll Forming System- Post-punching system– Post Cutting – Hydraulic station – PLC – Cutting Product Support



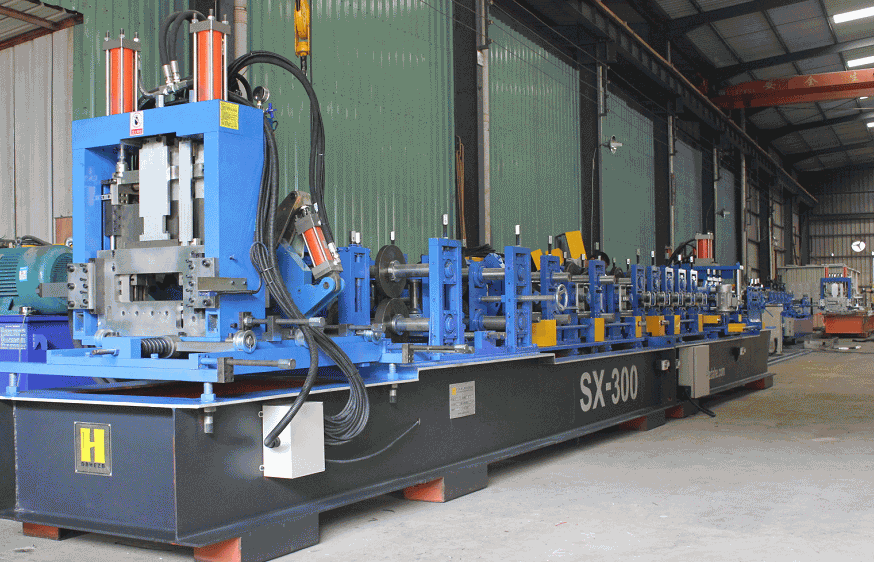
Machine Components
1.De–coiler
De-coiler Type: Manuel de-coiler
Weight capacity: 6.0T
2.Feeding and Leveling Device
Material: GCr15, It used for making the material flat before feeding into the roll forming machine.

3.Pre-cutting system
This cutter is for last piece cutting. Cutting controlled by PLC
4.Rolling Forming System
Main motor type: 3 phase asynchronous motor
Driving Type: Chain

Roller: 19groups rollers. Main rollers of this line are made by Cr12 mould steel material, all treated by full CNC precision machines
Shaft: Shafts of rollers are tooled by grinding machine for two times to ensure the precision of final product.
Material of main shaft: NO.45 steel
Quick Change from C to Z

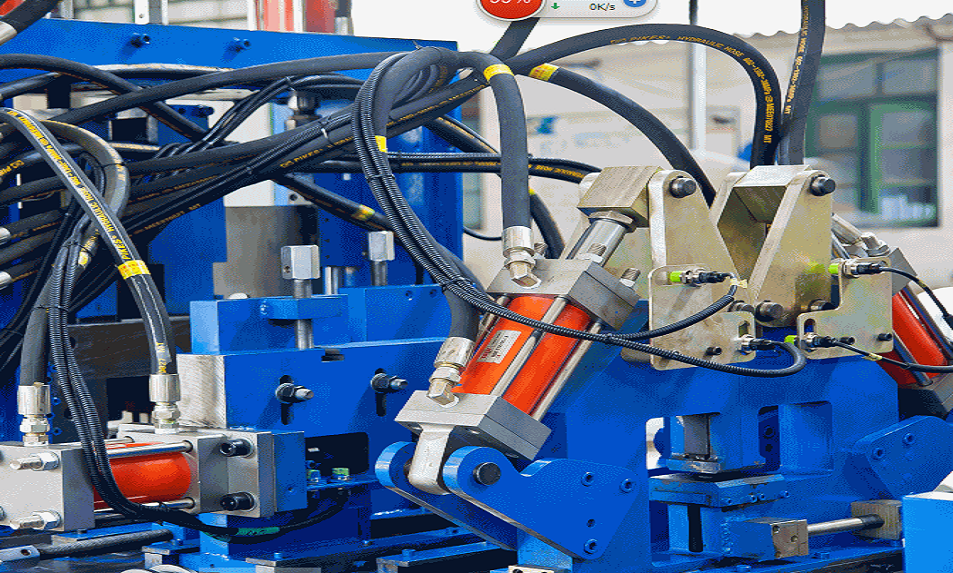
5.Post Punching System
Punch on roll formed product. PLC control punch quantity and horizontal position; vertical position adjust by manual Punching sizes can be changed;
6.Post-cutting system
Cutting type: Hydraulic cutting
Blade cutter material: Cr12
For C and Z profile cutting

7.Product Support Frame
8.PLC Control System
Control the quantity &punching length & cutting length automatically
PLC must be able to keep in memory which profiles are “inside” the machine even after the machine is stopped.
Automatic Length measures and quantity counting.
Program batches with different profile lengths with no waste


CZ Purlin Roll Forming Machine…
DAHEZB NLT350 digital intelligent purlin equipment is a symbol of digital intelligence. The equipment is…
SEE MORE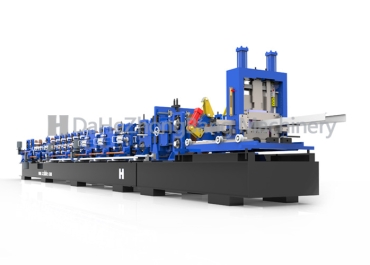
Automatic C/Z Purlin Roll Forming…
Features of C/Z purlin machine: Our FX450 C/Z purlin machine driven by gearboxes, consists of…
SEE MORE
Automatic C/Z Purlin Roll Forming…
Features of C/Z purlin machine: Our FX350 C/Z purlin machine driven by gearboxes, consists of…
SEE MORE